Processing approximately 11 billion liters of dairy liquids annually, size hasn’t deterred a large-scale cheesemaker from staying true to the firm’s underlying quality values.
Tasting, approving and signing each cheese consignment has been part of its customary internal quality controls since the company was first conceived. Now, several of its flagship processing plants deploy the latest inspection and checkweighing technology from Fortress Technology, ensuring customers receive contaminant-free cheese products, while simultaneously adhering to global weight and measures legislations.
Putting Food Safety First
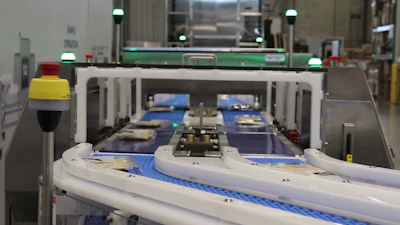
Ensuring premium products, the customized twin-lane Raptor "Combination" system allows each contamination event to be isolated and investigated. Located between the upstream packaging area and the secondary case loading section, the space-saving systems have solved the immediate challenge of inspecting cheese products tightly spaced together.
Receiving sliced, blocked, shredded and soft cheeses directly from the upstream dual-head bagger and flow wrapping packaging machines, the integrated Fortress system starts with a cleverly engineered and compact curving conveyor. Designed to ensure optimal spacing between lanes, the conveyor also helps to avoid congestion by spacing product lanes out evenly as they are fed into the individual, lane-specific metal detector aperture and checkweighing belt.
“One of the greatest challenges when checkweighing in fast-paced packing lines is making sure there is sufficient pitch from one pack to the next so that only one pack is present on the weigh conveyor at a time. This will ensure that packages are not rejected as unstable weight readings,” said Fortress spokesman Eric Garr.
 Fortress Technology
Fortress Technology
Increased Inspection Capacity
The inspection machine consolidates a single metal detector, uniquely divided into two highly sensitive apertures, plus two independent weight verification checkweighers. Each lane and technology features its own air blast reject mechanism, isolating metal contaminants from weight rejects and reducing quality cheese products being wasted by over 50%. By running each element independently, interruptions are minimized during product changeovers or maintenance. Different product lines, pack sizes or SKUs can run simultaneously on adjacent conveyors.
A spokesperson for the cheese company commented, “The Raptor checkweigher integrated with metal detection has proven to be a great asset, giving valuable feedback and on-demand results. This helps us to create a clear target for production requirements. Additionally the multiple batch options allows for very precise tuning on each individual SKU.”
At 140ppm per line, cheese packs pass through the metal detector apertures. If free of metal contamination, in just milliseconds, a digital, three-belted checkweighing system will weigh, analyze, capture and report the data simultaneously. Air nozzles blast out-of-tolerance products off the line and into lockable bins.
Products that pass both inspection tests then move onto a merging conveyor, aligning and presenting the packs to an automated downstream case packing system.
Constructed to the highest food grade standards, the metal detector and checkweigher conveyor decks and belts are all designed to be easily removed from the machine for rapid deep sanitation and maintenance. In seconds, and without using tools, plant operators can unclip and disconnect the conveyor motor, sanitize it, and instantly restore tracking once the conveyor is clipped back into place.
Holding Food Safety to the Highest Standard
Best practice robustness is of utmost importance to this GSFI-certified dairy firm. Dependent on automated and intelligent machinery, both metal detection and checkweighing technologies capture easy-to-read live OEE data.
“By gathering live production information from each lane independently, a fast-paced dairy producer can establish the operational parameters and extract statistics that are most valuable to them, supporting immediate quality control decision making,” said Garr. Analyzed data includes volume, weight, inspection rates, rejects or downtime.
For optimal reporting efficiency and to assist with transparency, the combination system features data logging and can be connected to Fortress Technology’s Contact 4.0 software. Auditor-friendly, data reports can be exported as either PDF or Excel files covering a specific production line and/or time period.
Complimenting Fortress for taking complete ownership of its after-sales service, the anonymous spokesperson affirmed, “We really appreciate the strength of Fortress Technology’s after sales support and leadership. We are always able to contact the team, even outside of regular working hours. This ownership ensures continued success. We are already looking forward to our next combination checkweigher and metal detector machine installation.”