For many end-of-line packaging professionals in the food and beverage industry, the choice of a pallet packaging method may not immediately surface as a critical success factor when designing, upgrading or refurbishing a production line or distribution center.
Once a product is processed and packaged, it is in its highest value-added state. End-of-line packaging processes and technologies — particularly pallet packaging — play a critical role in safeguarding product in its highest value-added state for delivery to and use by customers.
In the food and beverage industry, pallets are the preferred delivery method for most products — everything from dry goods such as cereals and pastas, canned products and beverages in a wide range of containers. These products are exceptionally vulnerable to tipping, spillage, and damage — leading to lost or wasted product, damaged packaging that reduces shelf appeal and disruptions to tight supply chain processes. The financial costs can erode margins, while reputational costs can cut into a company's market share.
Plus, the continued strong growth of warehouse stores has led to pallets moving from out of the back storage area into the store shelves themselves — so highly uniform and stable pallets are even more essential for maintaining shelf appeal.
There are three recognized methods to consider for pallet packaging: conventional spiral stretch-wrapping, heat shrink-hooding, and stretch-hooding. Each method has advantages and disadvantages depending on the specific application.
Spiral stretch-wrapping
Spiral stretch-wrapping is the most common method for pallet packaging and provides a low-cost method for securing pallet loads for shipping. The equipment uses cast or blown linear low-density stretch film, which is pre-stretched 60 to 400 percent, depending on equipment type, before being wrapped around the pallet load.
The stretch-wrap film can be applied in a variety of patterns depending on the load stability and protection required. A myriad of models are available, from turn-table models — where the operator manually cuts the film and attaches the film tail to the pallet load — to fully automatic rotary-arm, or satellite, models with top-sheet dispenser, automatic film roll change, and speeds up to around 100 pallet loads per hour.
 Spiral stretch-wrapping is the most common method for pallet packaging but may have drawbacks in the cost of consumables and with load security and protection.
Spiral stretch-wrapping is the most common method for pallet packaging but may have drawbacks in the cost of consumables and with load security and protection.While spiral stretch-wrapping technology offers a cost-effective pallet packaging solution in some applications, there are drawbacks. Because the film is applied with multiple layers of a relatively narrow overlapping film band, spiral stretch-wrapping provides little stability when compared to a hood-style method, as there is insubstantial vertical holding force unitizing the pallet and the load. With spiral stretch-wrapping, there is the additional risk of pilferage, since the layers are not 100 percent secure; lightweight consumer products can be removed, reducing the total value of the pallet upon delivery.
For protection against the elements, a top-sheet is often applied to the pallet load. This provides nominal protection, but is practically insufficient for outdoor storage and shipping on open flatbed trucks in inclement weather. Accordingly, the cost of building additional warehouse storage capacity, as well as costs associated with protective tarpaulins for flatbed shipping, should be considered when comparing spiral stretch-wrapping with a hood-type method. And since margins are very tight in many food and beverage categories, even the addition of the top-sheet to every pallet adds incremental costs, cutting into final profits.
The physical properties of stretch-wrap film present challenges that should also be considered when evaluating different pallet packaging methods. Among other things, the overlapping layers of stretch-wrap film tend to trap moisture, and the cling additive in the film attracts dirt and dust. Trapped moisture can cause product degradation, especially for food products packaged in paper or cardboard. Also, cleanliness is vitally important to shelf appeal of consumables; retailers much prefer pallets that are packaged in ways that maintain the cleanliness of the pallet throughout its transport.
Moreover, relatively low-volume film rolls mean shorter film change intervals, thus reducing machine availability and increasing operating costs. Accurately forecasting and controlling the cost of consumables (stretch-wrap film, in particular) can also be difficult, as individual operators often follow their own preferences in applying stretch-wrap film.
Heat shrink-hooding
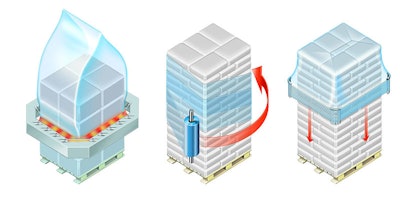
Introduced in the 1960s, heat shrink-hooding is the oldest form of pallet packaging by means of polyethylene film. Until the advent of newer technology, heat shrink-hooding was the preferred method for optimal stability and pallet load protection. Heat shrink-hooding equipment uses gusseted tubing that is cut and sealed to form a bag. The oversized bag is applied over the pallet load and is then shrunk using heat. The most common heat sources for shrink-hooding are natural or liquid propane gas, but other heating methods, such as infrared or electrical “hair dryer-style” heaters, are also used. There are various types of heat shrink-hooding equipment available. Most contemporary approaches to heat shrink-hooding are of the ring type, which allows for a more controlled heat application and provides the all-important bottom shrink that ensures proper pallet and load unitizing.
 Heat shrink-hooding is beneficial for pallet load stability and protection but may have much higher operating costs for energy, maintenance, and film material.
Heat shrink-hooding is beneficial for pallet load stability and protection but may have much higher operating costs for energy, maintenance, and film material.The heat shrink-hooding method provides very good pallet load stability and protection; it works particularly well with loads that have a substantially smaller footprint than the pallet, as the film will shrink tightly around the contours of the pallet and load. This creates limitations for food and beverage applications, however, since it is common for these types of products to use the full pallet footprint.
The operating costs of a heat shrink-hooding system are much higher than those of both spiral stretch-wrapping and stretch-hooding. Because the film bag is shrunk (as opposed to stretched), it must have a larger pre-shrink circumference than the perimeter of the pallet load so that the equipment can apply the bag over the pallet load prior to the application of heat — requiring substantially more film than stretch-hooding. Using significant energy consumption for heating, the heat shrink-hooding method also carries the risk of fire, which can often mean higher insurance premiums to protect against potential losses. Additionally, heat shrink-hooding equipment can be more maintenance-intensive compared to the other two methods.
The fact that most of the performance advantages offered by heat shrink-hooding (i.e., pallet load stability and protection) are available with the more cost-effective stretch hood technology has all but made obsolete heat shrink-hooding for food and beverage applications.
Stretch-hooding
Introduced in the late 1980s, the stretch-hooding method of pallet packaging has, over the past decade, gained significant market share at the expense of heat shrink-hooding and spiral stretch-wrapping — for suppliers of bulk food products, such as flour and sugar for bakeries and other food processors, as well as retail food and beverage products. The principal reason for this is that stretch-hooding provides benefits with respect to operating costs, speed, reliability, sustainability, and distribution chain performance.
The hood is formed from gusseted tubing, and the height of the pallet load is measured automatically as the pallet enters the machine — ensuring that only the amount of film required for the application is precisely dispensed. Among other operating benefits, energy consumption is very low since the film is not heated, and available servo drive technology further reduces energy and maintenance costs.
 Stretch-hooding may offer better overall value with respect to operating costs, speed, reliability, and pallet load protection.
Stretch-hooding may offer better overall value with respect to operating costs, speed, reliability, and pallet load protection.The quality of today’s domestically available, co-extruded stretch-hood films allows for pre-stretch percentages exceeding 80 percent, providing better film yields than what was possible even a few years ago. This performance, combined with film thickness reduction down to 1.6 mils, means that the per-pallet film cost with stretch-hooding is extremely competitive with that of spiral stretch-wrapping.
Some stretch-hood equipment can also be programmed to allow for application-specific selection of a non-sealed sleeve (for lowest possible film consumption), a closed hood (for optimal load protection and stability), or even an open hood (to avoid moisture condensation for food packaging). Perforated film can also be used to avoid moisture condensation while still providing the stability and protection benefits of a closed hood. Consistently maintaining its tension, stretch-hood film is particularly well-suited for products that, due to their physical properties, tend to settle, such as food products that are bagged.
For food and beverage packagers concerned with sustaining high throughput rates at the palletizing stage, the most recent generation of stretch-hood systems now support throughputs exceeding 200 pallet loads per hour.
The high quality of today's films means that a single film hood format can, within certain limitations, be used to stretch-hood multiple pallet sizes. However, it is important to analyze the net financial benefit of a one-size-fits-all approach, as the total film cost will be lower if each pallet size has a dedicated film hood format.
Unlike spiral stretch-wrapping, stretch-hooding provides ready evidence of tampering, as it is not possible to remove a product from the pallet without tearing the film. The smooth film surface also provides for easier loading and unloading of trailers. With spiral stretch-wrapping, the friction between the films on two pallet loads can cause tears and film tails to come undone, compromising the integrity of the pallet load.
One of the most crucial advantages that stretch hooding offers food and beverage suppliers is shelf appeal: the clear, one-layer, stretch-hood film provides much better product recognition at point-of-sale than multi-layer spiral stretch-wrap film does. It is also possible to print advertising or handling instructions on the stretch-hood film. A side benefit is that stretch-hood film allows for easy bar-code scanning, virtually eliminating misreads and associated remedial costs.
Addressing current trends in sustainability, recent advancements in stretch-hood technology have reduced film usage per-pallet-load, while simultaneously offering more intuitive user interfaces, reduced energy consumption and smaller machine footprints. Modular designs also allow for faster and less costly installation. In addition, the use of intuitive graphic user interface screens helps with ease of operation and troubleshooting.
Cost of ownership
Properly evaluating the choice of a pallet packaging method goes far beyond comparing equipment acquisition costs. Several factors can significantly impact the cost of ownership and, consequently, the return on investment.
Equipment cost. Spiral stretch-wrapping equipment is available in multiple speed ranges and varying degrees of automation. With prices ranging from below $10,000 for semi-automatic low-speed models to over $180,000 for high-speed rotary-arm or satellite models, there is generally a spiral stretch-wrapping model for every budget.
Heat shrink-hooding equipment also comes in both semi- and fully automatic models. The price range is generally between $50,000 for semi-automatic models (where the operator applies a pre-made shrink bag over the pallet load) and $200,000+ for fully automatic, high-speed models.
The price of stretch-hooding equipment has come down over the past couple of years due to increased competition and the development of simpler equipment. Prices range from roughly $140,000 for single-format equipment to $200,000+ for multi-format equipment. For high-output facilities, it is important to realize that one single stretch-hood machine can replace multiple spiral stretch-wrap machines due to the higher achievable speeds.
Film cost. If protection and stability are secondary, the film cost for spiral stretch-wrapping a pallet load can be very low because of minimal film thickness and comparatively high pre-stretch percentage. Where protection and stability are critical, however, multiple layers of stretch-wrap film must be applied for stability, and a top-sheet added for protection. This can greatly increase film cost per pallet.
Heat shrink-hooding is significantly more expensive in film cost per pallet than either of the other two methods because of the need to oversize the film hood prior to shrinking. The film cost per pallet for shrink-hooding can easily exceed that of stretch-hooding by 40 percent or more. Substantial energy costs associated with heat shrink-hooding also add to the cost-disadvantage of this method.
For stretch-hood film, recent developments have enabled the use of much thinner films with significantly higher pre-stretch percentages than was previously possible. This makes stretch-hooding competitive with spiral stretch-wrapping in terms of film cost per pallet load for applications where moderate load stability and protection is required.
Labor and maintenance cost. Spiral stretch-wrapping equipment is simple to operate and maintain. Semi-automatic models, in particular, require little training for operation. Maintenance costs, however, tend to be on the high side because of the quantity of moving components. The drawback of spiral stretch-wrap equipment is that the relatively low-volume film rolls require frequent replacement at higher throughputs. Some manufacturers do offer an automatic film change option; however, this can be an expensive option, adding complexity to the equipment. Having to replace the film roll at short intervals reduces line availability and increases direct labor costs. The resulting costs from outdoor storage, or measures to protect from the weather, can be significant and must be included in a total cost-of-ownership analysis. Heat shrink-hooding equipment is moderately maintenance-intensive in comparison with spiral stretch-wrapping and stretch-hooding, as heat shrink-hooding involves more wear parts that require replacement at regular intervals.
The least labor-intensive method of pallet packaging is stretch-hooding. The film roll can be up to 39-inches in diameter, easily allowing for 10 times longer film change intervals and increasing line availability. The roll change is a very simple procedure typically taking no more than 10 minutes to return the machine to production. Unlike stretch-wrapping, adjustments to machine settings are rarely necessary, thus ensuring consistent high-quality packaging results. Moreover, with fewer wear parts than stretch-wrap machines, stretch-hooding equipment requires very little maintenance, and five-sided pallet protection eliminates the need for protective tarps.

Making the choice
Making the right choice of pallet packaging method involves a thorough analysis of many factors that influence not only the daily operating costs, but also the entire distribution chain performance. When product leaves the production facility, it is at its highest value-added state and should arrive at the customer’s facility in the same condition.
For low-throughput applications, where stability and protection are secondary to initial acquisition cost, spiral stretch-wrapping provides an attractive option. When production line efficiency, protection against the elements, load stability, and product recognition at the point-of-sale are important criteria, then stretch-hooding may be a better solution in overall packaging performance and total value of ownership.